REFCOLD India, along with its innovative exhibitors, presents a selection of top unique products before the show. Cast your vote by liking your favorite product to help it win the prestigious Most Innovative Product Award at the exhibition and don't forget to visit them at REFCOLD India
Quick view
GRP CONTAINER 10 FT
4
GRP CONTAINER 10 FT
NO. OF CRATES 110.
Quick view
Heat Exchangers
4
Heat Exchangers
Manufactures of Heat Exchangers for Various Applications. ( For Refrigeration & Air Conditioning )
Quick view
Klüber Summit RHT 68
4
Klüber Summit RHT 68
Klüber Summit RHT 68 is a paraffinic-based highly purified hydrogenated mineral oil.
Klüber Summit RHT 68 meets the requirements of DIN 51 5031, KAA.
Quick view
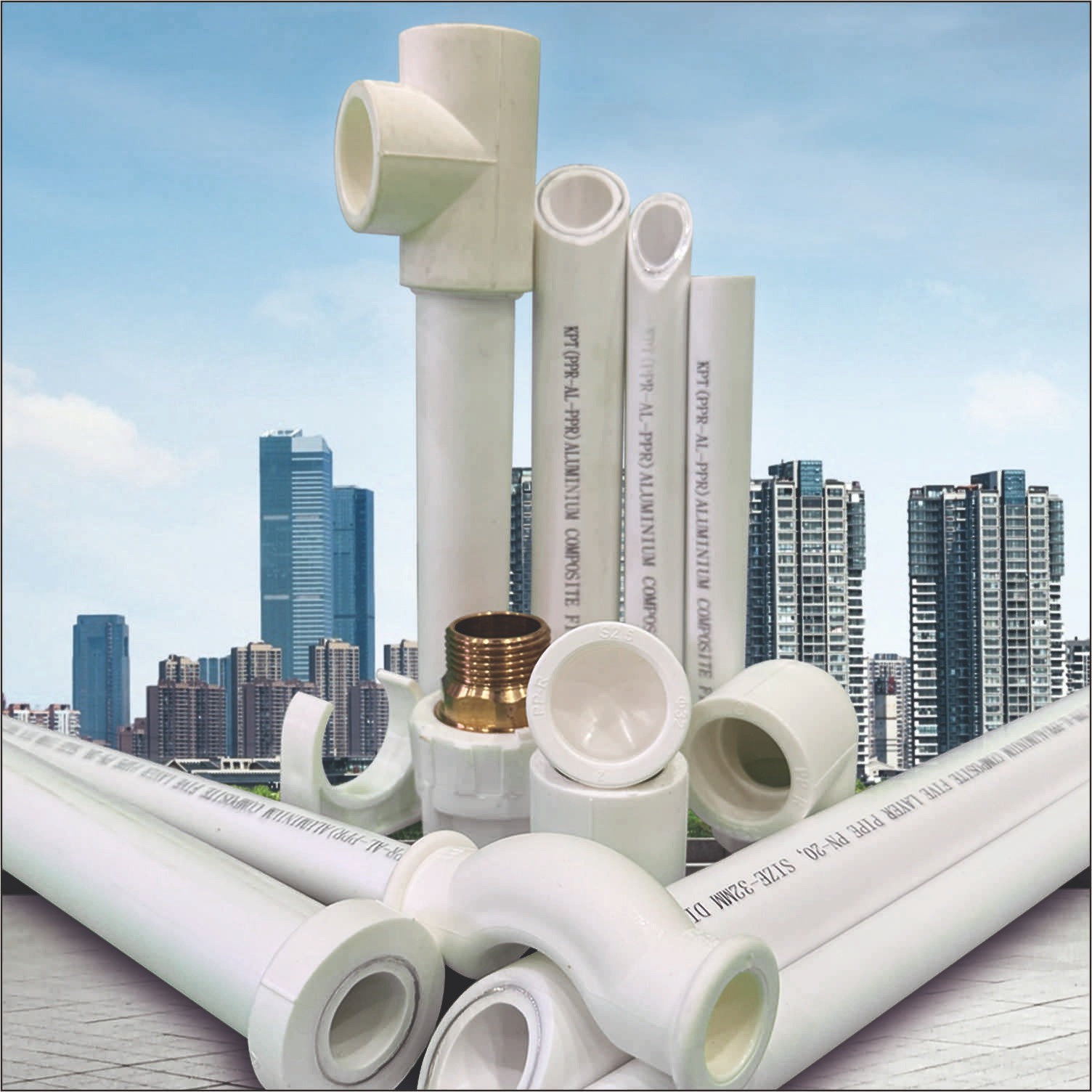
KPT AL therm PPR-AL-PPR Composite Pipe
4
KPT AL therm PPR-AL-PPR Composite Pipe
KPT AL therm PPR-AL-PPR Composite Pipe has a feature of 5 layer composite pipe that combines the superior properties of PPR -AL.
Quick view
KPT Drainmate SWR Drainage System
4
KPT Drainmate SWR Drainage System
KPT Drainmate SWR Drainage System. These products are manufactured for using high quality UPVC .
Quick view
KPT Everflow Agri Piping System
4
KPT Everflow Agri Piping System
KPT Everflow Agri Piping System are specifically use for agriculture applications.
Quick view
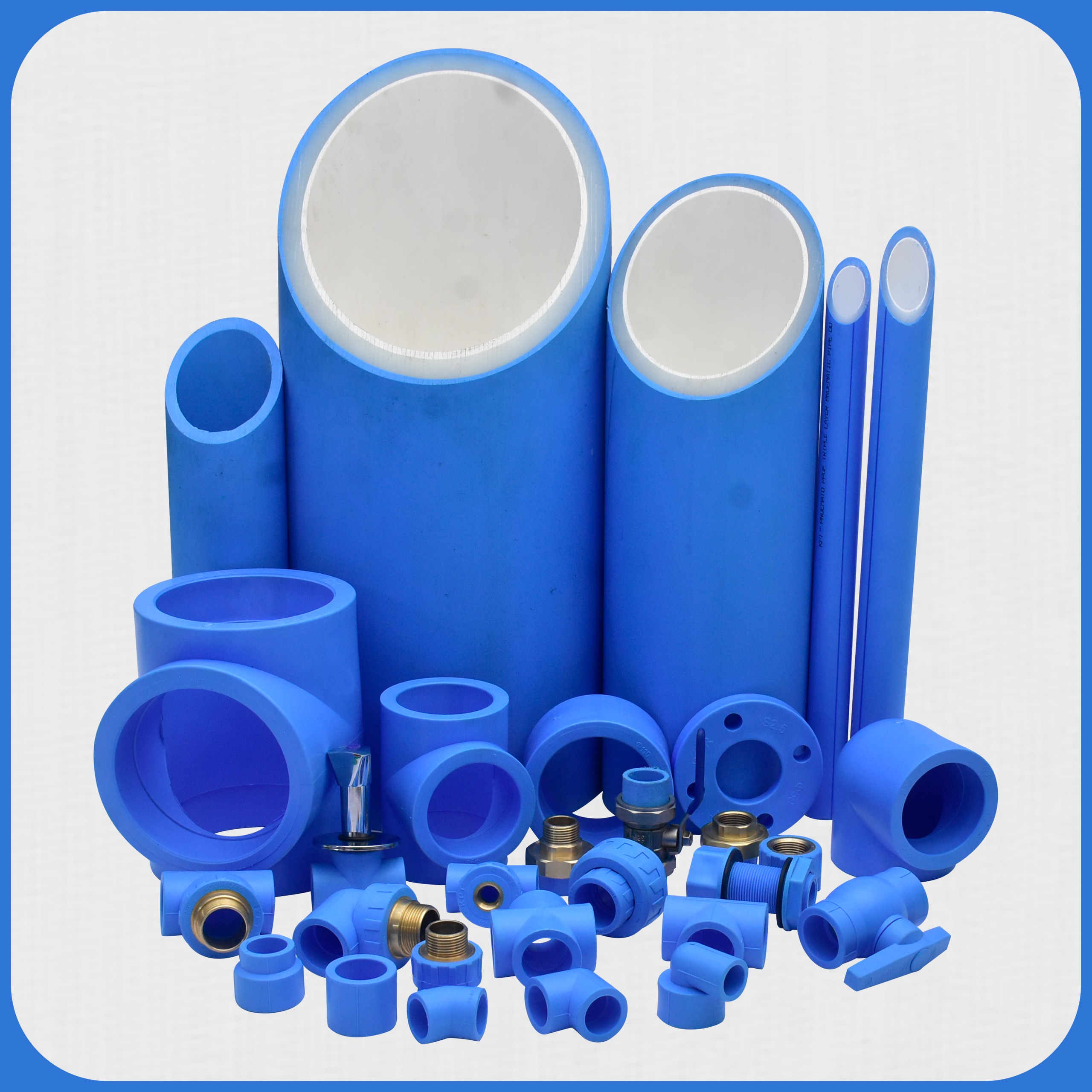
KPT Pnuemato Sandwiched Glass Fiber Piping System
4
KPT Pnuemato Sandwiched Glass Fiber Piping System
KPT Pnuemato Sandwiched Glass Fiber Piping System . These Pnuematic Pipes designed for Air and Gas compression systems .
Quick view
KPT Thermaplus (Themal FR Composite Piping)
4
KPT Thermaplus (Themal FR Composite Piping)
KPT Thermaplus (Themal FR Composite Piping) designed for firefighting lines.
Quick view
Liquid Level Controller
4
Liquid Level Controller
• Housing : Light deep drawn body in one piece. Ball & stem are made from stainless steel. Electronic control box made from ABS in an DIN size 96X96 housing.
• Temperature range : -50°/+55°C
• Pressure range : Max. operating pressure 20 bar g (290psig).
• This device consists of two separate units, the float chamber and a electronic controller. The float chamber consists of housing, float ball, float coil and enclosure.
• While primarily designed for Ammonia, this control is also suitable for R-22 and other non-corrosive liquids that have a specific gravity of 0.5 or more.
Quick view
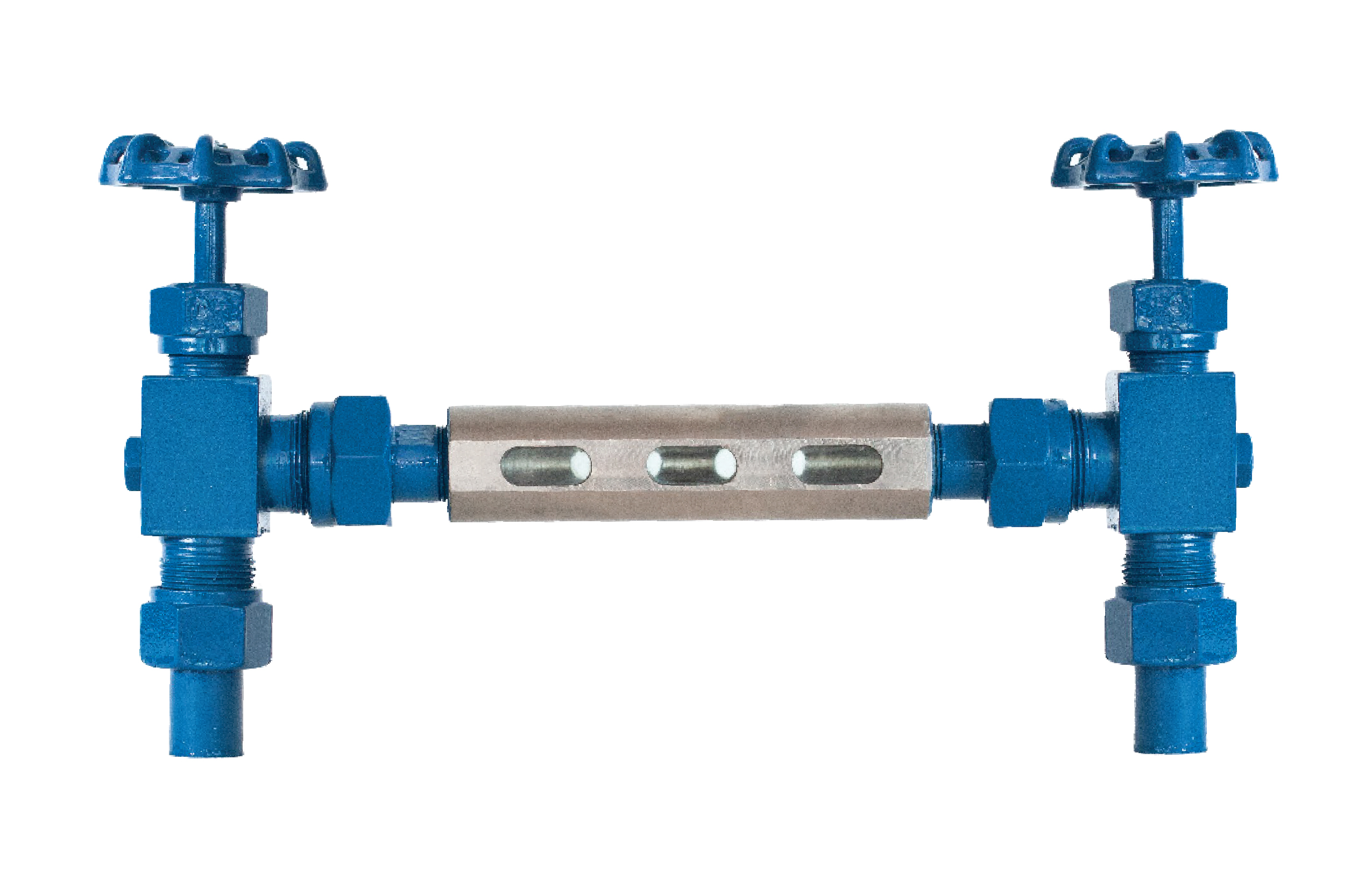
Liquid Level Indicator
4
Liquid Level Indicator
• Housing : Valves are made of steel with a ball for protection incase of failure. The glass is fused to the metal at high temperatures.
• Temperature range : -40°/ + 125°C
• Pressure range : Max. working pressure of 40 bar g (580 psig).
• Size Ranges from 300 mm to 1200 mm
• Applicable these level indicators are used to display the level of ammonia gas in the system.
Quick view
Pipe Joint Assembly
4
Pipe Joint Assembly
Copper or Zinc coated steel tubes covered in a plastic sleeve for usage in refrigerators.
Durable and reliable assembly for connecting pipes in refrigeration. It ensures leak-proof and secure connections.
Quick view
Plate Ice Machine
4
Plate Ice Machine
(i) Variable Ice Thickness from 4mm to 15mm.
(ii) Compressor working at evaporating temperature of about (-)10 degree.
(iii) Ease of maintenance due to easily accessible components.